

SMT-svetsning orsakar
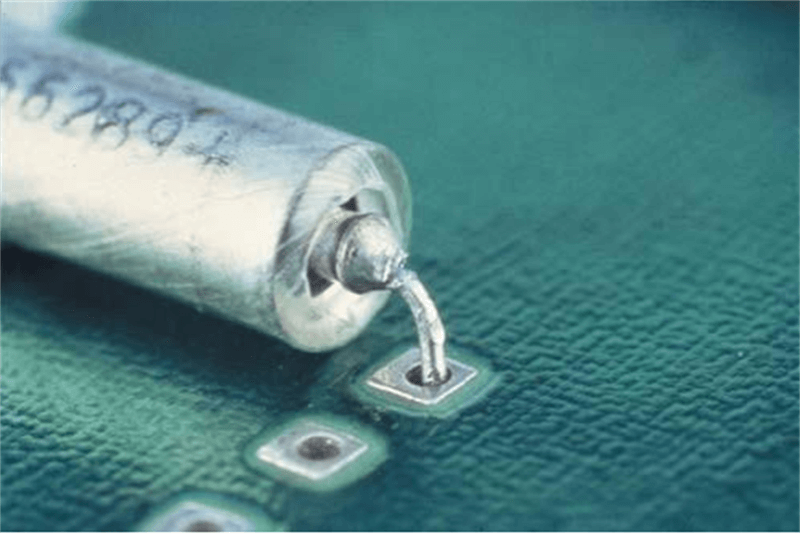
1. Defekter i kretskortsplattans design
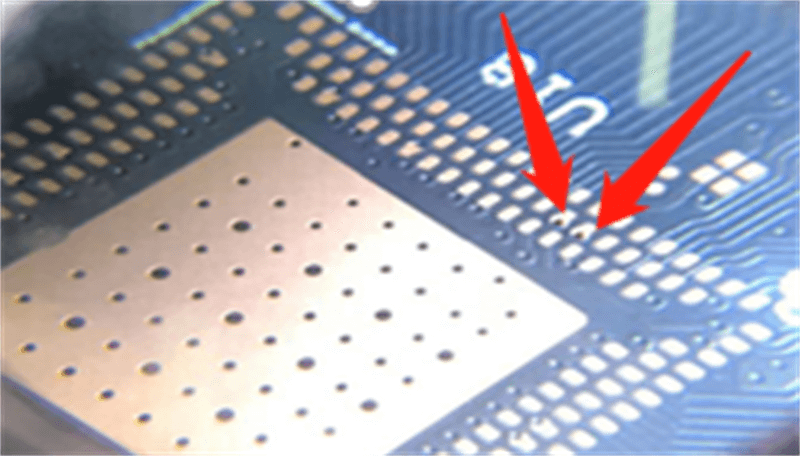
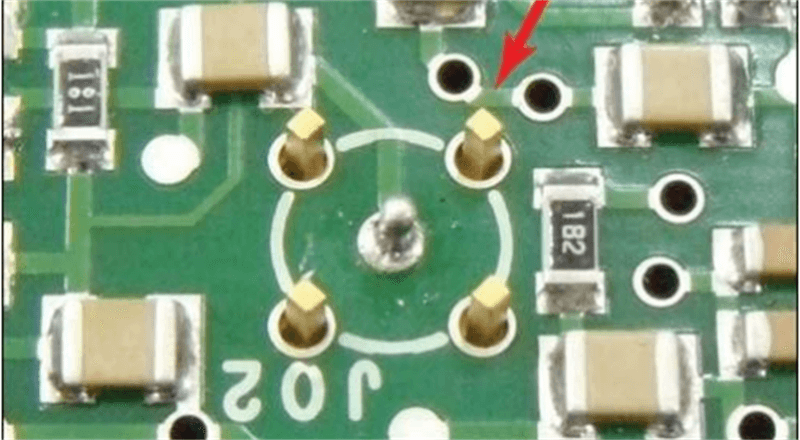
I designprocessen för vissa kretskort, eftersom utrymmet är relativt litet, kan hålet bara spelas på plattan, men lödpastan är flytande och kan tränga in i hålet, vilket resulterar i avsaknad av lödpasta vid reflow-svetsning, så när stiftet inte räcker till för att äta tenn kommer det att leda till virtuell svetsning.
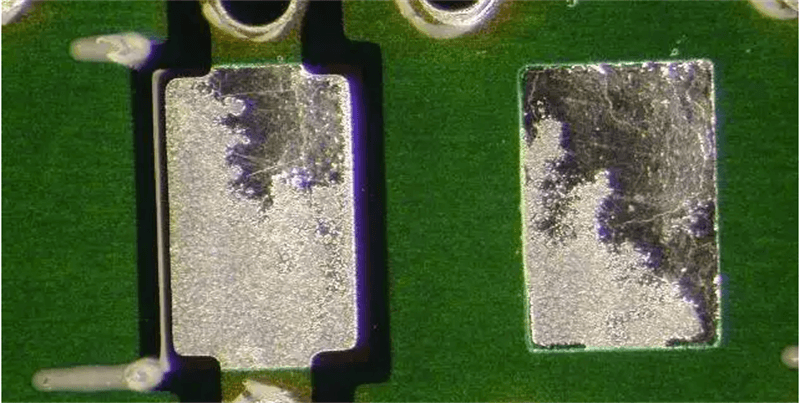
2. Oxidation av ytan på dynan
Efter omtenning av den oxiderade plattan kommer omsvetsning att leda till virtuell svetsning, så när plattan oxiderar måste den först torkas. Om oxidationen är allvarlig måste den avbrytas.
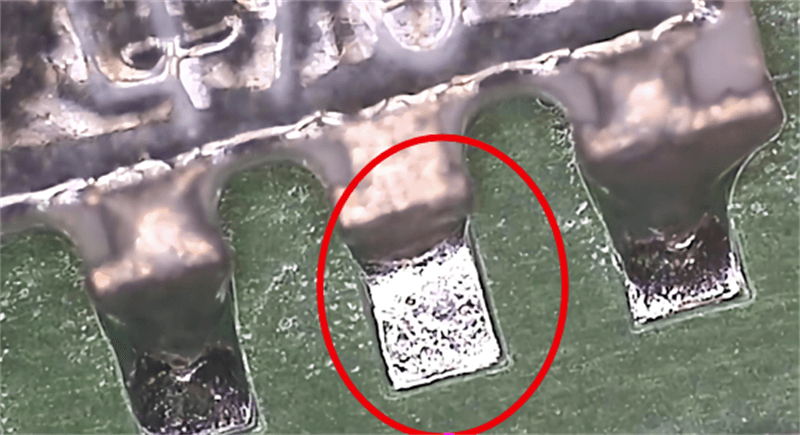
3. Återflödestemperaturen eller tiden för hög temperaturzon är inte tillräcklig
Efter att lappen är klar är temperaturen inte tillräcklig när den passerar genom återflödesförvärmningszonen och konstanttemperaturzonen, vilket resulterar i att en del av smältlimmet klättrar upp tenn som inte har uppstått efter att ha kommit in i högtemperatur-återflödeszonen, vilket resulterar i otillräcklig tennförtäring av komponentstiftet, vilket resulterar i virtuell svetsning.
4. Lödpastautskrift är mindre
När lödpastan borstas kan det bero på små öppningar i stålnätet och för högt tryck från tryckskrapan, vilket resulterar i mindre lödpastatryckning och snabb förångning av lödpastan vid reflow-svetsning, vilket resulterar i virtuell svetsning.
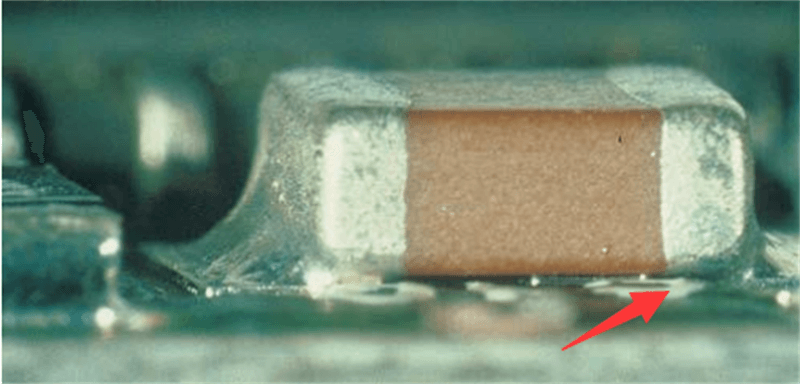
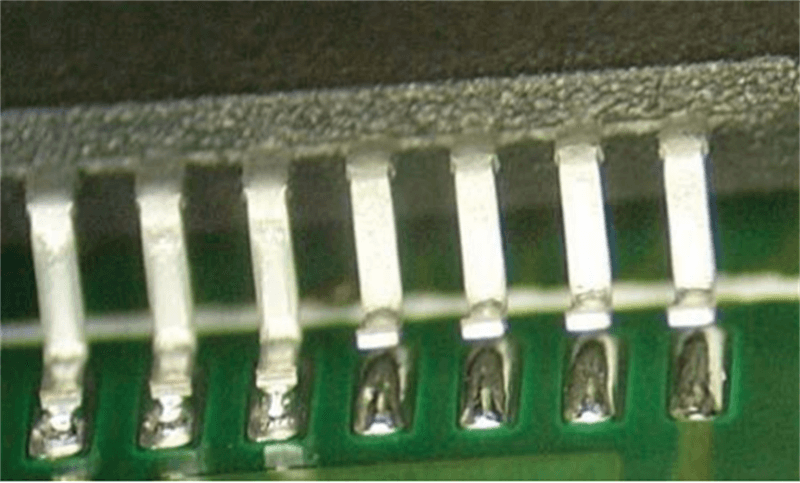
5. Enheter med hög stiftlängd
När högpinsanordningen är SMT kan det vara så att komponenten av någon anledning är deformerad, kretskortet är böjt eller att undertrycket i placeringsmaskinen är otillräckligt, vilket resulterar i olika varmsmältning av lödmetallen och därmed virtuell svetsning.
Orsaker till virtuell DIP-svetsning
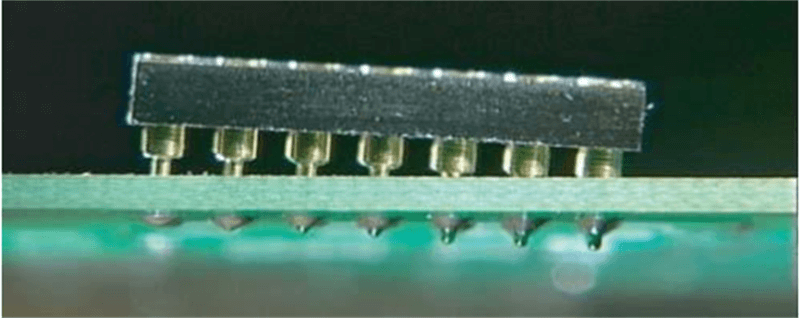
1. Defekter i konstruktionen av PCB-instickshål
PCB-instickshålet, toleransen är mellan ±0,075 mm. Om PCB-förpackningshålet är större än stiftet på den fysiska enheten, kommer enheten att vara lös, vilket resulterar i otillräcklig tennförsegling, virtuell svetsning eller luftsvetsning och andra kvalitetsproblem.
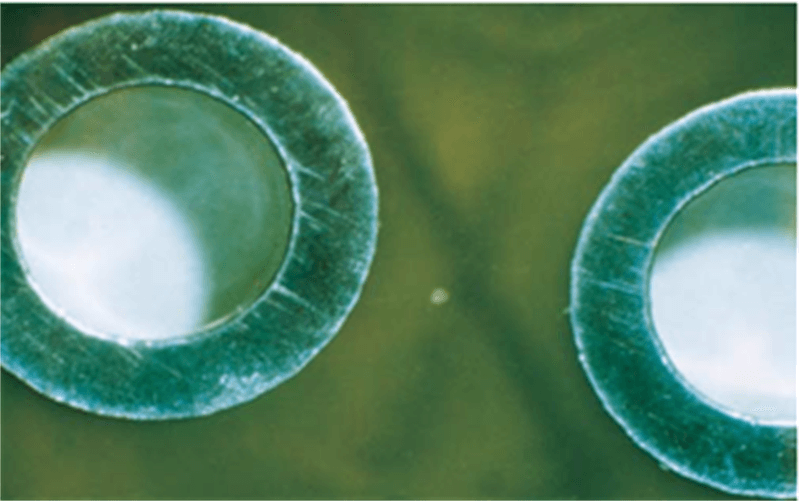
2. Oxidation av dyna och hål
Hålen i kretskortsdynorna är smutsiga, oxiderade eller kontaminerade med stöldgods, fett, svettfläckar etc., vilket leder till dålig svetsbarhet eller till och med icke-svetsbarhet, vilket resulterar i virtuell svetsning och luftsvetsning.
3. Faktorer för PCB-kort och enhetskvalitet
Inköpta kretskort, komponenter och annan lödbarhet är inte kvalificerad, inget strikt acceptanstest har utförts och det finns kvalitetsproblem som virtuell svetsning under montering.
4. PCB-kort och enhet har gått ut
Inköpta kretskort och komponenter påverkas av lagermiljön, såsom temperatur, fuktighet eller korrosiva gaser, på grund av att lagertiden är för lång, vilket resulterar i svetsfenomen som virtuell svetsning.
5. Faktorer för våglödningsutrustning
Den höga temperaturen i vågsvetsugnen leder till accelererad oxidation av lödmaterialet och basmaterialets yta, vilket resulterar i minskad vidhäftning av ytan till det flytande lödmaterialet. Dessutom korroderar den höga temperaturen även basmaterialets grova yta, vilket resulterar i minskad kapillärverkan och dålig diffusivitet, vilket resulterar i virtuell svetsning.
Publiceringstid: 11 juli 2023





